
AquaWatcher Surface
Water salinity sensor
Continuously determine real-time inline salinity for wet gas and multiphase flow and eliminate manual sampling and analysis.

MEG is one of the most commonly used hydrate inhibitors in production pipelines. It is recovered and reinjected to minimize the operating and environmental costs associated with MEG replacement and disposal.
The cost of MEG replacement can surpass millions of dollars per year. Our PureMEG™ MEG reclamation and regeneration systems use proprietary brine displacement and divalent salt removal technologies that minimize both MEG deterioration and losses, significantly reducing MEG replacement requirements compared with competing systems.
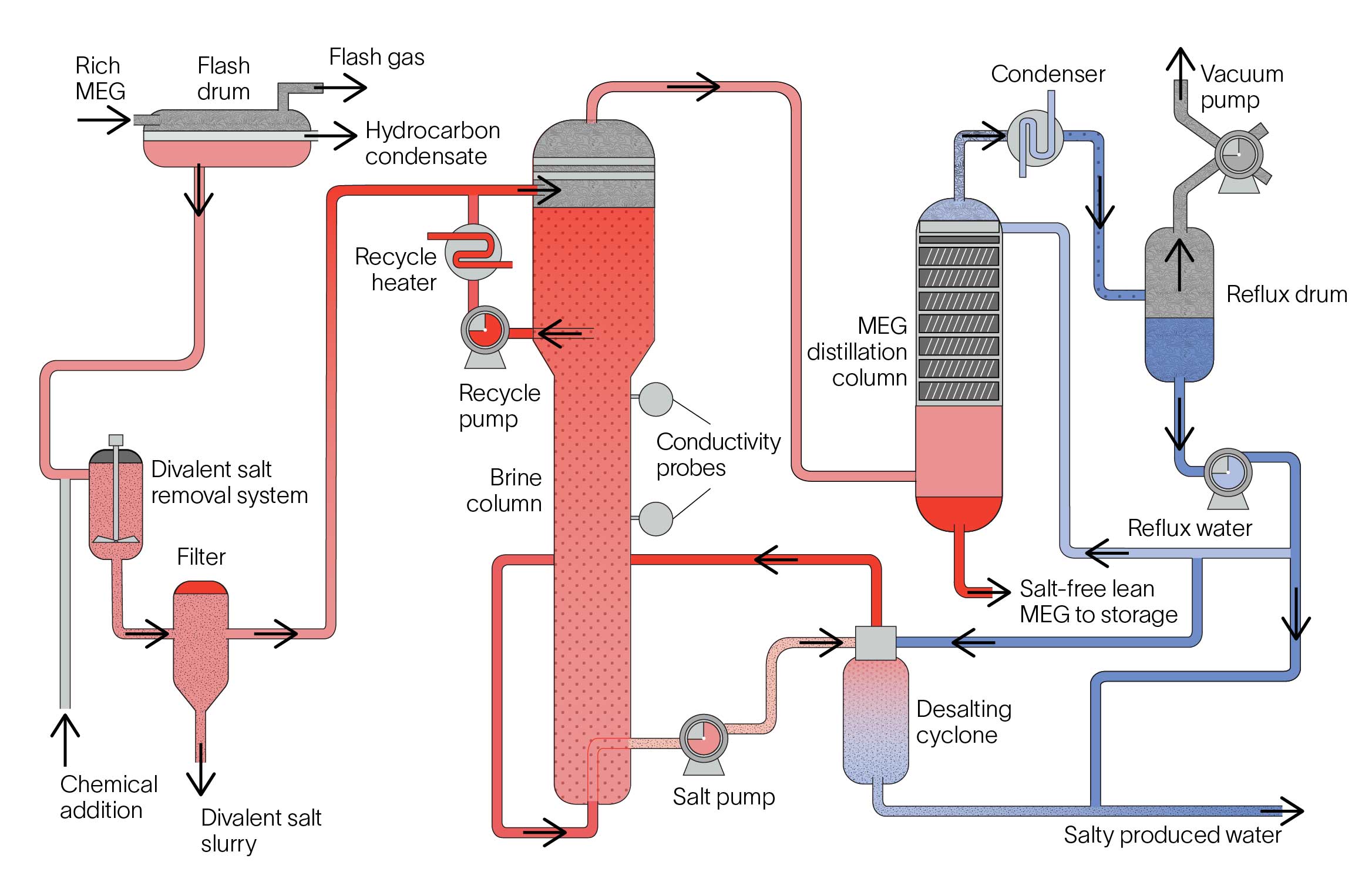
PureMEG systems not only regenerate the MEG by boiling off the pipeline water, they also remove salts and other solids to achieve the required outlet glycol purity. Dissolved salts in formation water, pipeline production chemicals, and pipe scale all have the potential to scale or foul both subsea and topside processing equipment. This MEG recovery system is an essential component of pipeline flow assurance.
The system provides effective and proven salt removal. A wash step is included as part of the divalent salt removal system, enabling MEG recovery and reducing opex; the salt discharge can be dried for easier handling and disposal.
Low solids levels in the recycle loop protect the most expensive and vulnerable parts of the system from abrasion, erosion, and fouling, which reduces maintenance and increases plant availability.
Salt separation at ambient temperatures improves safety and avoids the need for specialized equipment.
The technology significantly reduces MEG losses and produces a waste stream suitable for marine disposal by separating salt from brine.
It lowers capex and opex because solids removal is achieved without the use of centrifuges, unlike other systems on the market. This avoids use of expensive, high-maintenance equipment and prevents oxygen contamination of the MEG. Oxygen is a main contributor to MEG degradation and material corrosion within reclamation systems, affecting both opex and the life of the plant.
In addition to our reclamation technology, we provide comprehensive services, from customized site support contracts covering training, installation, commissioning, and startup to long-term operational assistance, data acquisition, conditional monitoring, and predictive maintenance services.
The following SLB products are protected by patents in the U.S. and elsewhere. This website is provided to satisfy the virtual patent marking provisions of various jurisdictions including the virtual patent marking provisions of the America Invents Act and to provide notice under 35 U.S.C. §287. The following list of SLB products may not be all inclusive, and other SLB products not listed here may be protected by one or more patents.
PureMEGTM Monoethylene glycol (MEG) reclamation and regeneration system: Protected by U.S. Patents US 8,728,321; US 9,133,086; US 9,469,585; US 9,725,388; US 10,683,219; US 9,150,477; US 9,522,865; US 9,914,685; US 9,630,122; US 10,252,182; US 11,058,968; US 11,325,878, US 11,897,833; US 9,790,153; US 11,203,560; US 10,005,708; US 10,308,578; US 10,934,237; US 11,807,595; US 12,247,003; US 9,216,934; US 9,757,708 and US 10,232,340. Additional patents may be pending in the U.S. and elsewhere.
