DL
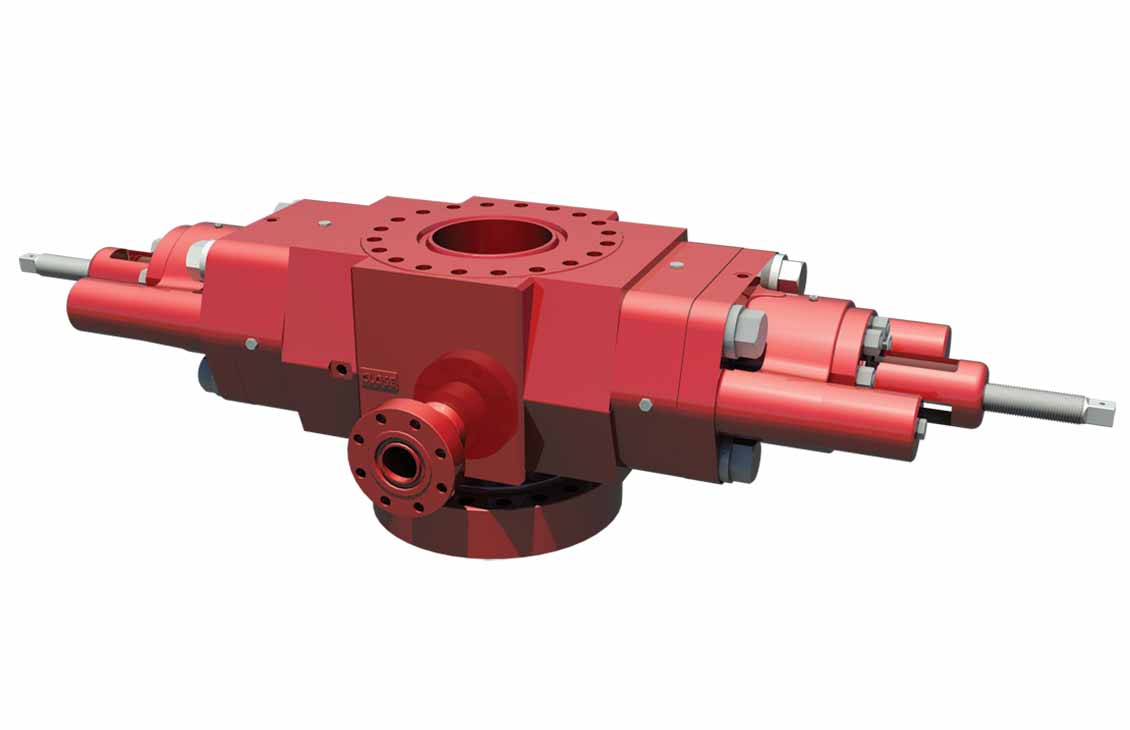
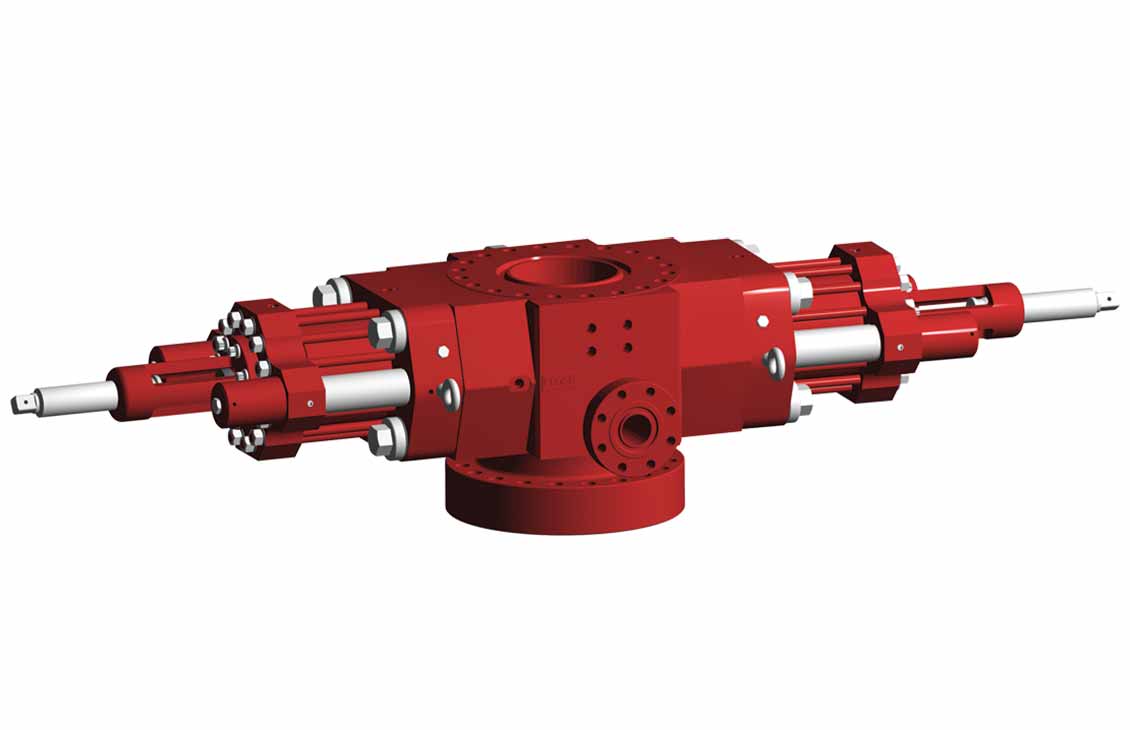
Annular BOP
Close on drillpipe or large tubulars without reducing operating pressure.

Operators are accountable for ensuring that BOPs are properly maintained and recertified according to government regulations. The risk associated with pressure control is great and highly visible, making traceability during BOP recertification a serious consideration. Even a slight variation in a BOP can have considerable performance implications. That’s why Cameron exclusively recertifies only Cameron BOPs to aid in protecting you and the integrity of your assets.


Cameron now offers on-lease BOP recertification, minimizing downtime associated with required inspection and recertification. The BOP is removed only for the time required to perform recertification activities, potentially eliminating transport time between the lease and the Cameron recertification facility. In-field recertification also extends the time from five to ten years before the BOP will need to be returned to the remanufacturing facility for repair and remanufacture.
With a Cameron services contract, recertification provides you
It can be dangerous to use non-OEM components in a Cameron BOP. The use of non-OEM components is not recommended by Cameron and will void the warranty.
The core of Cameron quality is control. We control every aspect of product design, manufacturing, and testing; our system is structured to consistently produce quality products with repeated performance. BOP recertification is infused with the same Cameron quality philosophy. By putting a BOP through rigorous tests to determine beyond doubt that it was manufactured to Cameron standards, our professionals can proceed with utmost confidence to verify working condition.
The heart of the BOP is its hardness. When Cameron receives a BOP for recertification, it is subjected to close scrutiny. In many cases, a BOP is submitted that does not have any clear identifying markings and, therefore, the origin of manufacture is uncertain. If the origin of the BOP is not readily apparent, the BOP undergoes chemical and mechanical tests, followed by a series of Charpy impact tests on core samples.
This practice goes well beyond what is considered an industry standard. The purpose of these tests is to ensure that the BOP is a Cameron product and we, with an increased level of confidence, can certify its working condition. Shavings are pulled during mechanical inspection and are used to determine yield strength, while chemical testing determines material type. The Charpy impact tests show whether the metal can be classified as brittle or ductile. Should the BOP pass these tests, it is entered into the recertification program that follows S-53 API recommendations; this option helps bring the BOP back to OEM certification standards.
All Cameron remanufacturing and recertification of BOPs seeks to maintain the API monogram. All repair procedures are determined per the classification of work for which the BOP is intended. A Certificate of Compliance is issued upon completion of the repair and remanufacturing process classifications. While receiving thorough inspection, the ram components are handled on a quick turnaround basis.
In the past, equipment tracking and materials information was stamped onto the component using a low-impact process, which can become illegible. Cameron has remedied this situation by applying a very visible asset number and serial number to each piece of equipment, enhancing traceability and use for tracking and logging of maintenance. RFID tagging also is used to track Cameron’s assets, increasing data integrity and providing accurate asset utilization information and equipment maintenance history.
Through a process consisting of disassembly, inspection, reassembly, testing, and parts replacement, we restore equipment to specified levels with factory warranties and installation support.